Office
+44 1226 770772
Mobile
+44 7712 840775
Carol.swift@pdsinternational.com
twitter
linkedin
youtube
Search
Equipment For Sale
Dryers
Hot Foil/Heat Transfer
Laser Cutter
Pad Printers
Pre-Press Equipment
Print Finishing
Screen Printers
Ancillary Equipment
Availability
Belt Condition
Belt Width
Condition
DRYER
Drying Method
Inlet Length
Length of Dryer
Manufacturer
Mi & Max Belt Speed
Min & Max Temperature
Model
No Zones Heat/Cure, Cooling
Operational
Outlet Length
Power Requirements
Serial No
Tunnel Length
Year
Textile Equipment
Wide Format Digital Printers
View All
Resource Centre
Sell Equipment
Services
Consultancy & Training
E-Learning Course
Pad Printing Course
About
Contact
Menu
Advanced Filters
Category
Subcategory
Manufacturer
Equipment For Sale
Print
Sort by
Relevance
Manufacturer A-Z
Manufacturer Z-A
Model A-Z
Model Z-A
Price ascending
Price descending
Oldest
Newest
Specifications
Featured
Details
2012 HG Kippax 4030T (2000T Series)
Featured
Details
Roland LEF2-200 UV Flatbed Printer
Details
2017 Sefa Clam Pro
Details
Viper MAXX DTG Pre-Treatment
Details
Roland GS2-24 Desktop Vinyl Cutter (1)
Details
Beyago T-Shirt Folding Machine
Details
Ecofreen Mister-T2 Pro Pre-treatment Machine
Details
1997 TampoPrint Hermetic 611
Details
2003 Ardenghi 2 Colour Automatic Pen Screen Printer
Details
Adelco DDC 3A, 3 x Draw Textile Dryer
Details
Sinwei QFM-600A Automatic Case Making Line
Details
FLASH SALE - LIQUIDATION ASSETS
Details
2017 EFI Vutek HS125 Pro
Details
Teca-Print TPX 201 Pad Printer
Details
Roland VersaCamm SP300 V (1)
Details
Roland Versacamm VP-300 (2)
Details
Roland GS2-24 Desktop Vinyl Cutter (2)
Details
2015 Romanik Schulze Air Press 4 Plus (1)
Details
2021 AMAYA Kornit Avalanche HD6 Poly Pro (1)
Details
2021 AMAYA Kornit Avalanche HD6 Poly Pro (2)
Details
2014 Romanik Schulze Air Press 4 Plus (4)
Details
2021 Romanik Schulze Air 4 Press Plus (3)
Details
2017 Romanik Schulze Air Press 4 Plus (2)
Details
2022 Romanik Schulze Air 4 Press (1)
Details
2022 Romanik Schulze Air 4 Press (3)
Details
2022 Romanik Schulze Air 4 Press (2)
Details
2018 Chiossi DUO 1200 Drying Tunnel
Details
Aluminium Screen Frames – 58 Available
Details
2021 Easy Print M6-250 - 6 Colour Pad Printer with Linear Jig Shuttle
Details
CadCam FB 18100 Conveyor Laser Cutting and Engraving Machine with ICS Cool Energy IC110 I-Chiller
Details
PB&E SG30 Hot Foiling Machine
Details
WANTED - Teca-Print TPX 550
Details
Printing International Saffir Platinum 90 Mounted on a height adjustable table, with integral storage cupboard.
Details
Newman Cure-All 3D UV Dryer
Details
Printing International Saffir P290-E - Bench model
Details
Teca-Print TPS 101
Details
2013 Pad Printer Engineering (Pad Print UK) Flatbed SPB-200F
Details
2017 Pad Printer Engineering (Pad Print UK) SPW-200R - Semi Automatic Rotary Screen Printer
Details
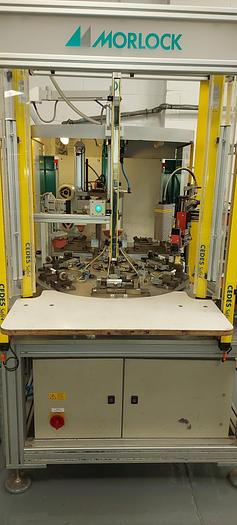
Morlock 2 Colour Pad Printer
Details
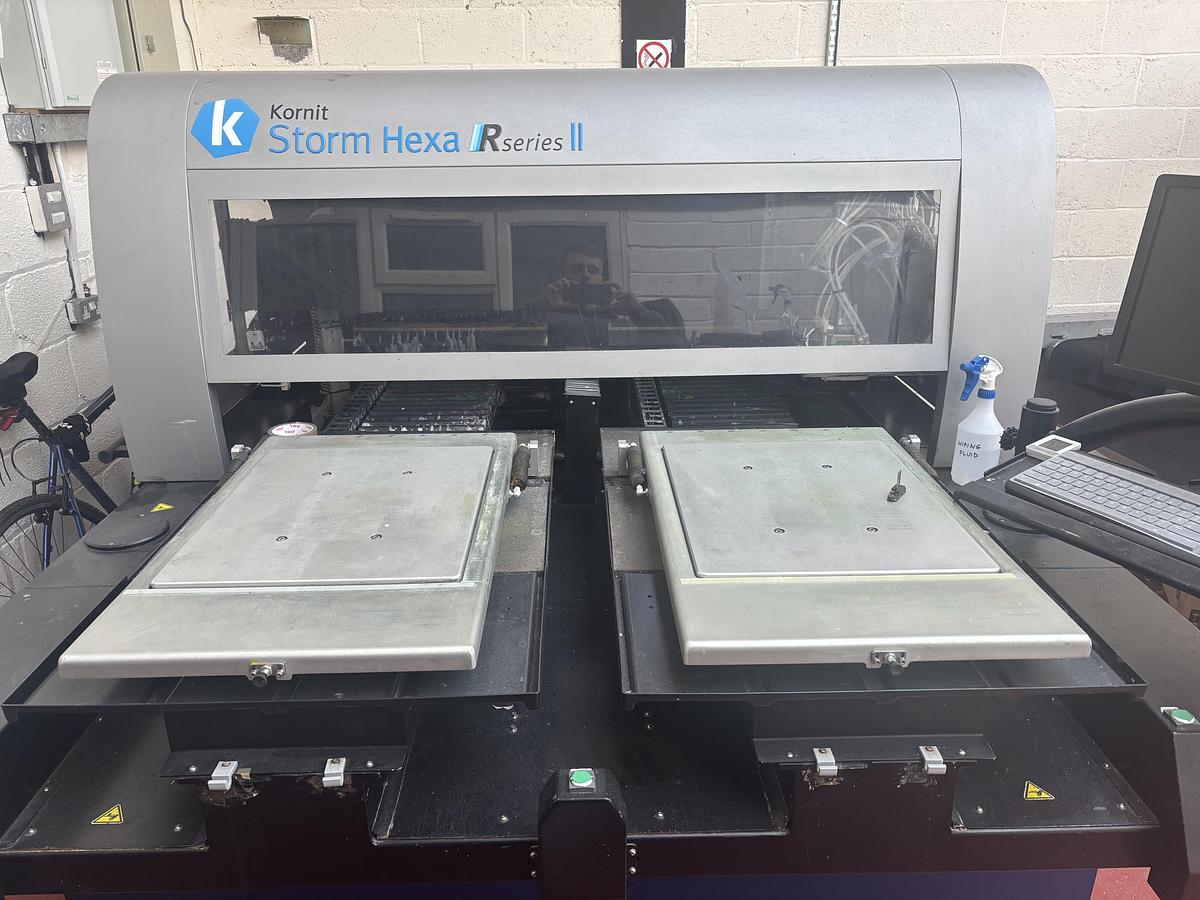
2015 Kornit Storm Hexa R Series11
Details
2008 DYSS Screen Printer DY - 680NM
Details
Acosgraf SP 0507 Semi Automatic - Like New
Details
2017 EFI Vutek Pro 16h
Details
Teca-Print TPX 100 on a Teca-Print Height Adjustable Table